Латуни, меди, алюминия, исправления литьевых дефектов, наплавки твердых сплавов. Сварочные материалы для газовой сварки включают: горючий газ (ацетилен, пропан, водород), технически чистый кислород, присадочную проволоку, флюсы, в случае их потребности при работе с конкретным металлом или сплавом.
Сварочная проволока: разновидности и особенности применения
В большинстве случаев для сварки газом используют сварочную проволоку, близкую по химическому составу к металлу изделия. Ее поверхность должна быть гладкой, очищенной от окалины и других загрязнений. Температура плавления присадочной проволоки не должна превышать температуру плавления основного металла. Если для и сплавов — меди, латуни, свинца — нет соответствующей проволоки, применяют нарезанные из свариваемого металла полоски.
Сварочная проволока для газосварки
Способы ручной газосварки — левый или правый — выбирают в зависимости от положения шва в пространстве. При потолочном шве и правом способе сварочная проволока также играет роль препятствия для стекания металла.
Сварочная проволока для сварки газом изготавливается из:
- низкоуглеродистых и легированных сталей;
- и его сплавов;
- меди и ее сплавов.
Присадочные материалы для газовой сварки и наплавки чугуна выпускают в виде прутков, имеющих следующую маркировку:
- А — для горячей газосварки, предусматривающей общий подогрев изделия;
- Б — для сваривания изделий с местным подогревом;
- НЧ-1, НЧ-2 — для низкотемпературной сварки отливок с тонкими и толстыми стенками соответственно;
- БЧ, ХЧ — применяются для износостойкой наплавки.
Виды применяемых горючих газов
БаллонГазовая сварка цветных металлов и углеродистых сталей чаще всего осуществляется с использованием ацетилена. Это объясняется высокой температурой пламени и хорошей теплотой сгорания. Ацетилен представляет собой газ с характерным запахом, который придают присутствующие в нем примеси фтористого водорода и сероводорода. При нагревании до 500 градусов и при определенных концентрациях в смесях с кислородом и воздухом ацетилен становится взрывоопасным. Образование ацетилена происходит в результате реакции карбида кальция с водой. Сам карбид кальция образуется в результате сплавления обожженной извести и кокса.
В качестве горючих могут использоваться нефтяной и пиролизный газы. Они представляют собой газовые смеси, образующиеся при термическом разложении нефти и ее продуктов. Применяются для сваривания, резки и пайки стальных деталей толщиной, не превышающей 3 мм, и для сварки цветных металлов и их сплавов. Природный газ является продуктом разработки газовых месторождений и на 93-99% состоит из метана.
БаллонТехнический пропан и пропан-бутановая смесь являются побочными продуктами при добыче и переработке нефти и естественных нефтяных газов. Их применяют при сваривании деталей толщиной до 6 мм, в отдельных случаях — до 12 мм. С помощью этих газов можно сваривать и паять чугун, цветные металлы и сплавы, осуществлять кислородную и кислородно-флюсовую резку, наплавку, напыление пластмасс.
Сваривание металла в домашних условиях с помощью стала возможна благодаря разработке специальных электролизеров, которые могут работать и от домашней двухфазной, и от трехфазной сети. В этих аппаратах вода разлагается на кислород и водород, причем, в нужных для сварочного процесса пропорциях. Размерный ряд выпускаемых электролизеров позволяет охватить практически все виды газовой сварки, пайки, наплавки, порошкового напыления, ручной и машинной кислородной резки. Аппараты разной мощности позволяют производить как микросварку и микропайку, так и резку листовой стали толщиной порядка 300 мм.
Виды флюсов для газосварки
Газовая сварка меди, алюминия, магния и их сплавов сопровождается активным образованием оксидов на поверхности свариваемых металлов под воздействием кислорода, содержащегося в воздухе. Тугоплавкие оксиды значительно затрудняют сварочный процесс.
С целью защиты металлов от окисления при сваривании используют флюсы для газовой сварки, которые представляют собой специальные сварочные порошки или пасты. В качестве флюсов используют борную кислоту и прокаленную буру. Их наносят на кромки свариваемого металла, на сварочную проволоку и прутки. При температуре сварки легкоплавкие флюсы образуют шлаки, всплывающие на поверхность расплавленного металла и предохраняющие его от окисления.
Основы теоретической подготовки специалистов по газовой сварке
Для студентов, изучающих курс «Технология газовой сварки», реферат можно подготовить, используя следующую :
- Глизманенко Д. А. «Газовая сварка и резка металлов»;
- Багрянский К. В. «Теория сварочных процессов»;
- Геворкян В. Г. «Основы сварочного дела».
По курсу «Газовая сварка» реферат должен отразить следующие основные моменты:
- назначение, преимущества и недостатки данного вид создания неразъемных соединений;
- необходимые для сварочного процесса материалы;
- используемое оборудование и аппаратуру;
- основные технологические моменты газосварки.
Введение. 2
1. Сварка металлов. Назначение и преимущества сварки. 3
2. Материалы, применяемые при газовой сварке. 8
3. Аппаратура и оборудование для газовой сварки. 13
4. Технология газовой сварки. 18
Список литературы 25
Введение
Способ газовой сварки был разработан в конце прошлого столетия, когда начиналось промышленное производство кислорода, водорода и ацетилена. В тот период газовая сварка являлась основным способом сварки металлов и обеспечивала получение наиболее прочных сварных соединений. В дальнейшем с созданием и внедрением высококачественных электродов для дуговой сварки, автоматической и полуавтоматической дуговой сварки под флюсом и в среде защитных газов (аргона, гелия и углекислого газа и др.), газовая сварка была постепенно вытеснена из многих производств этими способами электрической сварки. Тем не менее, и до настоящего времени газовая сварка металлов наряду с другими способами сварки широко применяется в народном хозяйстве.
1. Сварка металлов. Назначение и преимущества сварки.
Сварку применяют для получения неразъемного соединения деталей при изготовлений изделий, машин и сооружений из металла. Прежде для этого преимущественно пользовались клепкой.
Сварное изделие имеет меньшей вес, чем клепальное, проще в изготовлении, дешевле, надежнее и может быть выполнено в более короткий срок, с меньшей затратой труда и материалов. Сваркой можно изготовлять изделия очень сложной формы, которые прежде удавалось получить только отливкой или кузнечной и механической обработкой. При изготовлении металлоконструкций сварка дает от 10 до 20 % экономии металла по сравнению с клепкой, до 30 % по сравнению с литьем из чугуна.
Сварные швы обеспечивают высокую надежность (плотность и прочность) резервуаров и сосудов, в том числе и работающих при высоких температурах и давлениях газов, паров и жидкостей.
Газовая сварка ее преимущества и недостатки
Газовая сварка относится к сварке плавлением. Процесс газовой сварки состоит в нагревании кромок деталей в месте их соединения до расплавленного состояния пламенем сварочной горелки. Для нагревания и расплавления металла используется высокотемпературное пламя, получаемое при сжигании горючего газа в смеси с технически чистым кислородом. Зазор между кромками заполняется расплавленным металлом присадочной проволоки.
Газовая сварка обладает следующими преимуществами: способ сварки сравнительно прост, не требует сложного и дорогого оборудования, а также источника электроэнергии. Изменяя тепловую мощность пламени и его положение относительно места сварки, сварщик может в широких пределах регулировать скорость нагрева и охлаждения свариваемого металла.
К недостаткам газовой сварки относятся меньшая скорость нагрева металла и большая зона теплового воздействия на металл, чем при дуговой сварке. При газовой сварке концентрация тепла меньше, а коробление свариваемых деталей больше, чем при дуговой сварке. Однако при правильно выбранной мощности пламени, умелом регулировании его состава, надлежащей марке присадочного металла и соответствующей квалификации сварщика газовая сварка обеспечивает получение высококачественных сварных соединений.
Благодаря сравнительно медленному нагреву металла пламенем и относительно невысокой концентрации тепла при нагреве производительность процесса газовой сварки существенно снижается с увеличением толщины свариваемого металла. Например, при толщине стали 1мм, скорость газовой сварки составляет около 10м/ч, а при толщине 10мм – только 2м/ч. Поэтому газовая сварка стали толщиной свыше 6мм менее производительна по сравнению с дуговой сваркой и применяется значительно реже.
Стоимость горючего газа (ацетилена) и кислорода при газовой сварке выше стоимости электроэнергии при дуговой и контактной сварке. Вследствие этого газовая сварка обходится дороже, чем электрическая.
Процесс газовой сварки труднее поддается механизации и автоматизации, чем процесс электрической сварки. Поэтому автоматическая газовая сварка многопламенными линейными горелками находит применении только при сварке обечаек и труб из тонкого металла продольными швами газовую сварку применяют при:
· изготовлении и ремонте изделий из тонко-листовой стали (сварке сосудов и резервуаров небольшой емкости, заварке трещин, варке заплат и пр.);
· сварке трубопроводов малых и средних диаметров (до 100мм) и фасонных частей к ним;
· ремонтной сварке литых изделий из чугуна, бронзы и силумина;
· сварке изделий из алюминия и его сплавов, меди, латуни, свинца;
· наплавке латуни на детали из стали и чугуна;
· сварке кованого и высокопрочного чугуна с применением присадочных прутков из латуни и бронзы, низкотемпературной сварке чугуна.
При помощи газовой сварки можно сваривать почти все металлы, применяемые в технике. Такие металлы, как чугун, медь, латунь, свинец легче поддаются газовой сварке, чем дуговой. Если учесть еще простоту оборудования то становится понятным широкое распространение газовой сварки в некоторых областях народного хозяйства (на некоторых заводах машиностроения, сельском хозяйстве, ремонтных, строительно-монтажных работах и др.).
Для газовой сварки необходимо:
1) газы – кислород и горючий газ (ацетилен или его заменитель);
2) присадочная проволока (для сварки и наплавки);
3) соответствующее оборудование и аппаратура, в то числе:
а. кислородные баллоны для хранения запаса кислорода;
б. кислородные редукторы для понижения давления кислорода, подаваемого из баллонов в горелку или резак;
в. ацетиленовые генераторы для получения ацетилена из карбида кальция или ацетиленовые баллоны, в которых ацетилен находится под давлением и растворен в ацетилене;
г. сварочные, наплавочные, закалочные и другие горелки с набором наконечников для нагрева метла различной толщины;
д. резиновые рукава (шланги) для подачи кислорода и ацетилена в горелку;
4) принадлежности для сварки: очки с темными стеклами (светофильтрами) для защиты глаз от яркого света сварочного пламени, молоток, набора ключей для горелки, стальные щетки для очистки металла и сварочного шва;
5) Сварочный стол или приспособление для сборки и закрепления деталей при прихватке, сварки;
6) флюсы или сварочные порошки, если они требуются для сварки данного металла.
2. Материалы, применяемые при газовой сварке.
Кислород
Кислород при атмосферном давлении и обычной температуре газ без цвета и запаха, несколько тяжелее воздуха. При атмосферном давлении и температуре 20 гр. масса 1м3 кислород равен 1.33 кг. Сгорание горючих газов и паров горючих жидкостей в чистом виде кислороде происходит очень энергично с большой скоростью, а возникновение в зоне горения возникает высокая температура.
Для получения сварочного пламени с высокой температурой, необходимо для быстрого расплавления металла в месте сварки, горючий газ или пары горючей жидкости сжигают в смеси с чистым кислородом.
Газовой сваркой называют сварку плавлением, при которой соединяемые части нагревают пламенем газов, сжигаемых при выходе из горелки (рис. 10.7). Газовое пламя образуется при сгорании горючего газа в атмосфере технически чистого кислорода. Могут использоваться следующие горючие газы: ацетилен, водород, природные газы, пары бензина и керосина, пропан. Ацетилен взрывоопасен при р > 0,175 МПа, хранится и транспортируется в
стальных баллонах белого цвета с красной надписью “Ацетилен”. Баллоны заполнены активированным углем, пропитанным ацетоном р = 1,5 ... 1,6 МПа. Ацетилен в баллонах находится растворённым в ацетоне и потому не является взрывоопасным. Основным источником получения ацетилена является карбид кальция, который получают в электропечах спеканием кокса с негашеной известью при 1900… 2300 °С.
СаС2 + 2Н2О = С2Н2 + Са (ОН)2 + Q. Окислителем является кислород, который хранится в баллонах голубого цвета с черной надписью «Кислород». Начальное давление кислорода р = 15 МПа. Наиболее часто как для кислорода, так и для ацетилена применяются баллоны
объёмом 40 дм3.
Для заполнения шва используется присадочная проволока диаметром 1 ... 6 мм. Выбирают диаметр присадочной проволоки с учётом толщины δ свариваемого металла: d = 0,5 δ + 1 мм для левой сварки, d = 0,5 δ + 2 мм для правой. Для сварки чугуна используют литые чугунные стержни, для износостойких покрытий – литые стержни из твердых сплавов.
Для углеродистых сталей флюсы для защиты металла от окисления не при-
меняют, т. к. та зона газового пламени, в которой производится сварка, хорошо защищает металл от окисления. Для сварки цветных сплавов и легированных сталей используют флюсы для защиты и легирования, растворения оксидов и образования легко всплывающих шлаков. Строение сварочного ацетилено-кислородного пламени показано на рис. 10.8:
Зона 1 длиной 5 ... 20 мм – ядро пламени, в ней происходит нагрев газовой смеси;
Зона 2 длиной ∼ 20 мм – восстановительная, в ней происходит частичное окисление ацетилена и имеющийся в этой зоне угарный газ CO может восстанавливать оксиды;
Зона 3 – окислительная, в ней присутствует кислород воздуха и происходит догорание CO и водорода. 1 стадия горения идет за счет кислорода из баллона, 2 стадия – за счет кислоро-
да воздуха. При зажигании пламени горелки сначала подается кислород, затем ацетилен.
С2Н2 + О2 → 2СО + Н2 + (3/2) О2 = 2СО2 + Н2О. Схема газосварочной горелки приведена на рис.10.9. Мощность пламени горелки подсчитывают по формуле W = А × δ, л/час, где δ – толщина стенки, мм. Коэффициент А: для стали 100 … 150, для чугуна 80 … 100, для меди 200 … 250, для алюминия 75 … 100. В зависимости от мощности пламени W подбирают наконечник сварочной горелки. 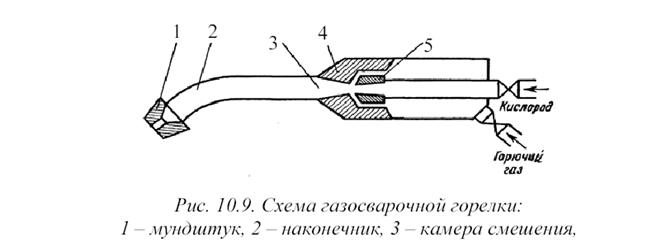
Соотношение кислорода и ацетилена регулируется сварщиком по цвету пламени. Нормальное пламя имеет светлое ядро и несколько более тёмные восстановительную зону и факел. Оно имеет преимущественно восстановительные свойства и используется для сварки сталей, при этом соотношение О2/С2Н2 ≈ 1,1. Окислительное пламя имеет укороченное заострённое ядро с менее резкими очертаниями и бледным цветом. Используется только для латуни, соотношение О2/С2Н2 > 1,2...1,3. Науглероживающее пламя используется для сварки чугуна и цветных металлов, соотношение О2/С2Н2 < 0,9…1,0. Оно компенсирует выгорание углерода и восстанавливает оксиды цветных металлов. На конце ядра появляется зелёный венчик. Для сварки с помощью газовых генераторов, на выходе из которых ацетилен
имеет низкое давление, применяют инжекторные горелки. Принцип инжекции позволяет смешивать в горелке кислород с давлением 0,3…0,4 МПа и ацетилен с давление 0,001…0,02 МПа. Применяются инжекторные сварочные горелки ГС-2, ГС-3, ГС-4. Чем больше номер, тем больше мощность сварочного пламени. При использовании ацетилена в баллонах используются безынжекторные газовые горелки ГЗУ и ГЗМ.
Газовая сварка применяется для металлов малой толщины (0,2 ... 3мм); легкоплавких сплавов; для сплавов, требующих плавного нагрева и охлаждения. Такими сплавами являются чугун, латунь, инструментальные стали. Кроме того эта сварка используется для пайки и наплавки, для заварки дефектов чугунных и бронзовых отливок. Газовая резка основана на свойстве металлов сгорать в струе кислорода. При кислородной резке чёрных металлов происходит их окисление по реакции: 3Fe + 2O2 = Fe3O4 + Q. Чтобы начался процесс окисления, металл необходимо предварительно нагреть газовым пламенем до температуры воспламенения. После этого подаётся струя кислорода. Для осуществления резки используются газовые резаки. Основное отличие резака от горелки заключается в наличии у первого дополнительного канала для подачи режущего кислорода. На рис. 10.10 показан мундштук резака. Видно, что струя подогревающей смеси газов направляется по кольцевому зазору мундштука, а режущий кислород – по отверстию, расположенному в середине.
Металлы поддаются резке при следующих условиях:
Температура воспламенения в кислороде больше температуры плавления.
Температура плавления оксидов меньше температуры плавления металлов.
Разрезаемый сплав имеет достаточно низкую теплопроводность, что позволяет нагреть небольшой участок массивной заготовки до температуры воспламенения.
Консистенция оксидов жидкая, в противном случае они препятствуют проникновению режущего кислорода.
Тепла от сгорания металла достаточно для поддержания процесса. Хорошо режутся стали с содержанием углерода С ≤ 0,7 %. Они легко режутся газовой резкой при толщине 5 … 300 мм и более (до 1500 мм при использовании спецрезаков). Чугун плавится при температуре меньшей, чем температура воспламенения, поэтому режется плохо. Это же относится и к цветным металам, которые к тому же имеют высокую теплопроводность. Их режут кислородно-флюсовой и плазменной резкой. Резка плазменной струей обеспечивает ширину реза b = 1 ... 2 мм. Плазменной струей режут керамику, высоколегированные стали, медные и алюминиевые сплавы. Для токопроводящих материалов используют плазменную дугу (δ до 120 мм). Резка бывает ручная и механическая (в т. ч. автоматическая с программным
Процесс газовой сварки
Газовая, или газоплавильная, сварка относится к группе способов сварки плавлением и занимает важнейшее место в этой группе, уступая по практическому значению лишь дуговой электросварке. Для осуществления процесса газовой сварки возможно применение разных горючих, соответственно чему можно различать сварку во-дородно-кислородную, бензино-кислородную и т. д. Преобладающее значение имеет ацетилено-кислородная сварка; другие виды горючих имеют ограниченное применение. Технологически газовая сварка во многих отношениях сходна с дуговой электросваркой, имеются и промежуточные переходные способы между этими двумя основными видами, например атомно-водородная сварка. Существенным технологическим отличием газовой сварки от дуговой электросварки является более плавный и медленный нагрев металла. Это основное отличие сварочного газового пламени от сварочной дуги является в одних случаях недостатком, в других - преимуществом газового пламени и определяет следующие основные области его применения: 1) малые толщины сталей 0,2- мм; 2) легкоплавкие металлы, например цветные металлы и их сплавы; 3) металлы, требующие при сварке постепенного мягкого нагрева и замедленного охлаждения, например многие инструментальные стали; 4) металлы, требующие подогрева при сварке, например чугун и некоторые сорта специальных сталей; 5) твёрдая пайка; 6) некоторые виды наплавочных работ.
Благодаря универсальности и сравнительной простоте и портативности необходимого оборудования газовая сварка весьма целесообразна для многих видов ремонтных работ. Сравнительно медленный нагрев металла газовым пламенем быстро снижает производительность газовой сварки с увеличением толщины металла, и при толщинах стали выше 8-10 мм газовая сварка обычно экономически невыгодна, хотя технически ещё возможна сварка стали толщиной 30-40 мм. Замедленный нагрев создаёт разогревание значительного объёма основного металла, прилегающего к сварочной ванне, что, в свою очередь, вызывает значительные деформации (коробление) свариваемых изделий. Это важное обстоятельство делает газовую сварку технически нецелесообразной, не говоря об экономической невыгодности для сварки таких, например, объектов, как строительные металлоконструкции, мосты, вагоны, корпуса судов, станины крупных машин и т. п.
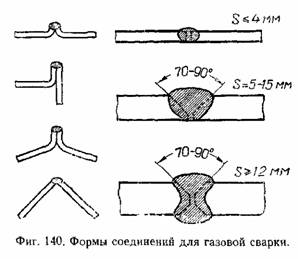
Значительные деформации металла, возникающие при газовой сварке, налагают ограничения на рациональные формы сварных соединений. Из многообразных форм сварных соединений, выполняемых дуговой электросваркой, при газовой сварке пользуются, как правило, лишь простейшим стыковым соединением. Угловые швы и соединения - нахлёсточное и тавровое, образуемые этими швами, при газовой сварке используются лишь в случаях необходимости, из-за затруднений, создаваемых значительными деформациями металла, свойственными газовой сварке. Применяются стыковые соединения как без скоса кромок, без отбортовки и с отбортовкой кромок (особо удобное соединение для газовой сварки), так и с одно- и двусторонним скосом кромок (фиг. 140). Мощность сварочной ацетилено-кислородней горелки, определяемая часовым расходом ацетилена, приблизительно может быть подобрана по эмпирической формуле
где А - расход ацетилена в л/час; S-толщина металла в мм; к - коэффициент, определяемый опытным путём.
Для малоуглеродистой стали, чугуна и алюминия обычно принимают среднее значение к =100; для красной меди /с-140; для нержавеющей стали 18/8 - /с=75.
Квалифицированные сварщики могут пользоваться и более мощными горелками, увеличивая скорость продвижения пламени вдоль шва, что повышает производительность сварки.
Горелка обычно регулируется для работы на нормальном пламени. Тепловое воздействие пламени на металл зависит не только от мощности пламени, но и от угла наклона оси пламени к поверхности металла. Наиболее интенсивно действует пламя, когда его ось нормальна к поверхности металла. С уменьшением угла наклона тепловое действие пламени ослабевает и распределяется по большей площади. Таким образом, кроме подбора соответствующего размера горелки, сварщик может.плавно регулировать тепловое действие пламени на металл, делать пламя более мягким или жёстким, меняя угол наклона пламени к поверхности изделия. С увеличением толщины металла принято увеличивать угол наклона пламени и уменьшать его с уменьшением толщины металла.
На фиг. 141 показаны обычно применяемые углы наклона оси пламени или оси мундштука горелки в зависимости от толщины металла. В процессе сварки горелке сообщают колебательные движения, и конец мундштука описывает зигзагообразный путь, аналогичный пути, проходимому концом металлического электрода при дуговой сварке (фиг. 142). Горелку сварщик держит в правой руке; если же шов требует добавления присадочного металла, то сварщик держит присадочный пруток в левой руке. Присадочный пруток располагается под углом 45° к поверхности металла, причём конец его должен быть погружён в ванну расплавленного металла. Концу прутка сообщают зигзагообразные колебательные движения в направлении, противоположном движениям горелки, таким образом, что пруток и мундштук горелки движутся всегда навстречу друг другу.

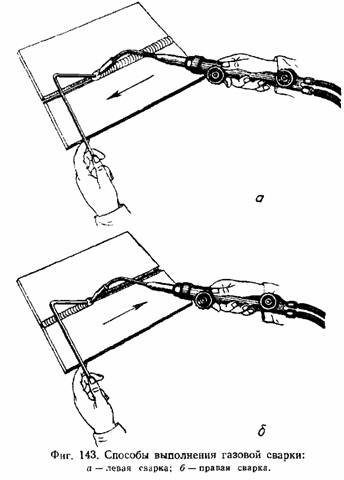
Газовая сварка может производиться как в нижнем, так и в вертикальном и потолочном положениях. Существуют два способа выполнения газовой сварки, так называемые левый и правый способы. При обычно применяемом левом способе сварки впереди перемещается присадочный пруток, за ним следует горелка. Сварной
шов остаётся сзади горелки, пламя направлено вперёд на основной металл. Наиболее удобно для сварщика в этом случае перемещать горелку вдоль шва справа налево.
При правом способе сварки впереди перемещается горелка, за ней следует присадочный пруток, расположенный между швом и горелкой. Шов расположен впереди горелки, считая по направлению пламени, пламя направлено назад на сварной шов. При правом способе горелка обычно перемещается слева направо. Оба способа схематически изображены на фиг. 143, а и б.

Правый способ даёт лучший к. п. д. использования тепла пламени, а потому повышает производительность сварки и соответственно снижает на 15-20% удельный расход газов. Несмотря на указанное преимущество правый способ применяется довольно редко, это объясняется тем, что преимущество этого способа заметно проявляется лишь при сварке металла толщиной свыше 5 мм, что редко встречается при сварке газом. На малых толщинах правый способ, не давая заметных выгод, увеличивает опасность прожога металла, почему и не применяется.
Недостаточная производительность газовой сварки во многих случаях и возрастающая конкуренция со стороны дуговой сварки послужили в последние годы стимулом для проведения ряда работ, имеющих целью повышение производительности и экономичности газовой сварки. В первую очередь нужно упомянуть применение многопламенных горелок. Для ручной сварки предлагались двух-и трёхпламенные горелки. В горелках для автоматической газовой сварки число огней доходит до десяти и более.
Пламя газовой горелки имеет в активной своей части форму, приближающуюся к цилиндрической, не являющуюся оптимальной для многих случаев сварки. С целью повышения производительности газовой сварки целесообразно разделить пламя на несколько отдельных самостоятельных огней, расположенных по оси шва. Несмотря на несомненное повышение производительности сварки, даваемое многопламенными горелками, они пока не нашли заметного распространения в нашей промышленности из-за сложности конструкции и обслуживания, громоздкости и неудобства в работе по сравнению с нормальной однопламенной горелкой.
Окисляющее воздействие пламени на расплавленный металл компенсируется применением специальной присадочной проволоки с повышенным содержанием марганца и кремния. Практического применения в нашей промышленности этот способ не нашёл. Предлагался и способ противоположного характера с некоторым увеличением содержания ацетилена в смеси против нормы; получаемое пламя науглероживает поверхностный слой металла кромок и оплавляет этот тонкий слой с большой скоростью, что повышает производительность сварки. Добавка малоуглеродистого присадочного металла приводит к обычной норме содержание углерода в наплавленном металле. Этот способ также не нашёл практического применения в нашей промышленности.
Присадочные прутки для газовой сварки применяются различного состава, соответственно характеру основного металла. Диаметр прутка выбирается в соответствии с толщиной основного металла. Для приблизительного подбора диаметра присадочного прутка можно пользоваться эмпирической формулой:
![]()
где d - диаметр присадочного прутка в мм; S - толщина основного металла в мм.
Присадочная проволока для газовой сварки сталей применяется та же, что и для электродов при дуговой электросварке, и изготовляется по ГОСТ 2246-51.
Для газовой сварки малоуглеродистой стали применяется проволока марок Свl , Свl-А и Свll по ГОСТ 2246-51. ,
Для сварки чугуна выпускаются специальные литые чугунные стерженьки с повышенным содержанием углерода и кремния.
Для наплавки твёрдых износостойких покрытий, выпускаются стерженьки литых твёрдых сплавов, например твёрдый сплав сормайт, разработанный Сормовским заводом.
Взамен электродных обмазок, применяемых при дуговой электросварке, в газовой сварке довольно широко пользуются флюсами, применение которых является необходимым для газовой сварки чугуна, цветных металлов и некоторых специальных сталей.
При расплавлении флюса бисульфаты взаимодействуют с галоидными солями, образуя свободные галоидоводородные кислоты по уравнению
Образующаяся свободная кислота переводит окислы металла в галоидные соли, усиливая их растворимость во флюсе и понижая температуру плавления образующегося шлака.
Применение газовой сварки обширно и разнообразно. В широких размерах газовую сварку применяют в самолётостроении, где преобладает сварка малых толщин металла (1 -3 мм), а свариваются преимущественно конструкционные стали повышенной прочности типа хромансиль и др. Широко применяется газовая сварка в производстве химической аппаратуры. Важное значение имеет газовая сварка в прокладке и монтаже трубопроводов самых разнообразных назначений, в особенности малых диаметров--до 100 мм.
Газовая сварка является незаменимым мощным средством при ремонте и с этой целью широко используется в ремонтных мастерских для всех видов транспорта, в сельском хозяйстве и т. д. Газовая сварка применяется для сталей, цветных металлов: меди, медных сплавов, алюминия и его сплавов и т. д.; чугуна, наплавки литых твёрдых сплавов и обеспечивает получение удовлетворительных механических свойств наплавленного металла и сварного соединения, отвечающих в большинстве случаев требованиям промышленности.
Качество сварных соединений, выполняемых газовой сваркой, выше, чем при дуговой сварке электродами с тонкой ионизирующей обмазкой, но несколько уступает дуговой сварке, выполненной качественными электродами. Основная причина некоторого снижения прочности сварных соединений состоит в том, что при газовой сварке не производится легирования наплавленного металла, в то время как при дуговой сварке качественные электроды, содержащие в обмазке ферросплавы, производят довольно значительное легирование. Таким образом, газовая защита, обеспечиваемая восстановительной зоной сварочного пламени, для получения качественного сварного соединения менее эффективна, чем действие качественных электродных обмазок при дуговой электросварке.
Производительность газовой сварки, значительная при малых толщинах основного металла, быстро снижается с увеличением его толщины. При малых толщинах 0,5-1,5 мм газовая сварка по производительности может превосходить дуговую, так как при последней приходится уменьшать скорость сварки очень тонкого материала во избежание прожогов. С увеличением толщины металла до-2-3 мм скорости газовой и дуговой сварки сравниваются, а затем разница в скоростях быстро возрастает с увеличением толщины металла в пользу дуговой сварки. При малых толщинах абсолютный расход газов на 1 м сварного шва невелик; основным слагаемым стоимости сварки является заработная плата сварщика, и общая стоимость 1 м сварного шва может быть меньше, чем при других способах сварки. С увеличением толщины основного металла быстро растёт стоимость газов и расход времени на сварку 1 м шва, и газовая сварка становится дороже дуговой; разница в стоимости быстро увеличивается с возрастанием толщины основного металла. Таким образом, экономически газовая сварка наиболее приемлема для сварки малых толщин металла.
Для многих работ существенным техническим недостатком газовой сварки является прогрев значительного объёма основного металла, прилегающего к сварному шву, что вызывает значительные деформации изделий. В некоторых случаях мягкость и постепенность нагрева газового пламени и значительный объём зоны влияния являются не недостатком, а, наоборот, преимуществом газовой сварки. К таким работам, например, относятся сварка чугуна, особо хрупких легко закаливающихся сталей, наплавка литых твёрдых сплавов, твёрдая пайка и т. д. К особенностям газовой сварки следует также отнести почти исключительное выполнение сварных швов за один проход. Выполнение швов за несколько проходов,. т. е. в несколько слоев, широко практикуемое в дуговой сварке, почти не находит применения при газовой сварке, где довольна часто применяется проковка шва в горячем состоянии, дающая в ряде случаев хорошие результаты: повышение плотности наплавленного металла и прочности шва. Газовое пламя менее ярко, чем сварочная дуга, излучения пламени не обжигают кожи лица, поэтому достаточна защита глаз сварщика очками с окрашенными стёклами, лицо же остаётся открытым.
В табл. 17 приведены средние данные производительности и расхода газов для ручной газовой сварки стали нормальными одно-пламенными горелками.